In CNC plasma cutting, torch height control (THC) plays a crucial role with cut quality, consistency, and consumables lifetime. Since arc voltage is directly proportional to the distance between the torch and the workpiece, maintaining a stable voltage is essential for achieving precise and repeatable results. This is where PoLabs solutions, PlasmaSens and PlasmaSensOut, come in play with PlasmaSens vs. PlasmaSensOut comparison.
PlasmaSens: High-Precision Arc Voltage Measurement
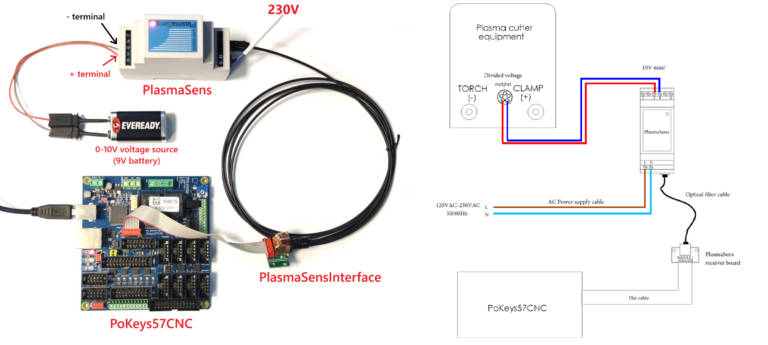
PlasmaSens is fundamentally a sensing device. Its main task is to measure plasma arc voltage accurately and reliably, even in electrically noisy environments that are typical for plasma cutting systems. The device supports both direct high-voltage input (up to 350 V DC) and divided voltage input (1:50), making it adaptable to a wide range of plasma cutters.

One of the key design features is optical isolation. By transmitting measured data via an optical fiber, PlasmaSens effectively eliminates electromagnetic interference from the plasma arc. This significantly improves signal integrity and system stability, especially in industrial environments.
In a typical setup with a PoKeys57CNC controller, PlasmaSens acts as a data acquisition unit. The actual THC logic, which is deciding when and how to move the torch, is executed in software (such as Mach3 or Mach4). This approach provides a high degree of flexibility, as parameters like reference height, deadband, and gain can be adjusted dynamically within the control software. Testing the PlasmaSens unit is described in the other blog post.
PlasmaSensOut: Hardware-Based THC Control
While PlasmaSens focuses on measurement, PlasmaSensOut is designed to handle control. It takes arc voltage data (received via optical connection) and translates it into discrete control signals such as Arc OK, UP, and DOWN, which can be directly interpreted by most CNC controllers.
This makes PlasmaSensOut particularly valuable in situations where the CNC system does not support advanced THC functionality or analog voltage input. Instead of relying on software processing, the device performs all essential THC calculations internally. Users can configure parameters like reference voltage, hysteresis, delay time, and anti-dive protection directly on the device using its built-in interface.

Another important aspect is its universal compatibility. Because it outputs standard signals through solid-state relays and operates on a wide DC supply range, PlasmaSensOut can be integrated into almost any CNC setup without requiring deep system modifications.
Two Approaches to THC: PlasmaSens vs. PlasmaSensOut
The key distinction between the two devices lies in where the control intelligence resides.
When using PlasmaSens alone in combination with PoKeys57CNC, the system follows a software-driven approach. Voltage is measured by PlasmaSens and fed into the CNC controller, where the control algorithm continuously adjusts the torch position. This method offers maximum flexibility and is ideal for users who want fine control over cutting parameters or need to adapt the system to different materials and cutting conditions.
In contrast, adding PlasmaSensOut introduces a hardware-driven approach. Here, the control logic is embedded in the device itself, and the CNC controller simply reacts to UP/DOWN signals. This reduces dependency on software configuration and simplifies integration, especially in retrofit scenarios or when working with controllers that lack native THC support.
When to Use Which Solution
To make the decision clearer, the following scenarios can serve as a practical guideline:
- Use PlasmaSens when working with PoKeys57CNC and Mach3/Mach4, where THC is handled in software and maximum configurability is required.
- Use PlasmaSensOut when your CNC controller lacks analog THC support or when you need a universal, hardware-based solution.
- Choose PlasmaSensOut setup for retrofit projects, where minimizing integration complexity is a priority.
- Prefer PlasmaSens setups when advanced tuning, adaptive control, and tighter system integration are important.
Key Differences at a Glance
| Feature | PlasmaSens | PlasmaSensOut |
|---|---|---|
| Primary role | Arc voltage measurement | THC control (signal generation) |
| Control logic | External (software-based) | Internal (hardware-based) |
| Output type | Optical data stream | Arc OK, UP, DOWN signals with units separated with opical data stream |
| Voltage handling | Up to 350 V DC input | Up to 350 V DC input |
| Power supply | AC (110–230 V) | DC (6–36 V) |
| Integration | Best with PoKeys57CNC | Compatible with most CNC controllers |
| User interface | Software (Mach3/Mach4) | Built-in display and buttons |
| Typical use case | Modern integrated CNC systems | Retrofits and universal compatibili |
Conclusion
PlasmaSens and PlasmaSensOut are best understood not as competing products, but as parts of a modular and scalable THC system. PlasmaSens ensures accurate and noise-resistant voltage measurement, while PlasmaSensOut extends this capability by enabling universal control through standard CNC signals.
The optimal setup depends on whether you prioritize flexibility and software control, or simplicity and broad compatibility. In either case, both devices are designed to improve cutting precision, enhance reliability, and streamline the integration of torch height control into your CNC workflow.
Ultimately, the right choice is not about selecting one over the other, but about selecting the configuration that best aligns with your machine, controller, and operational requirements.
Related Posts